
我们精心制作的油缸管产品视频已经准备就绪,探寻油缸管产品背后的故事,视频带你走进精彩世界!
以下是:油缸管的图文介绍
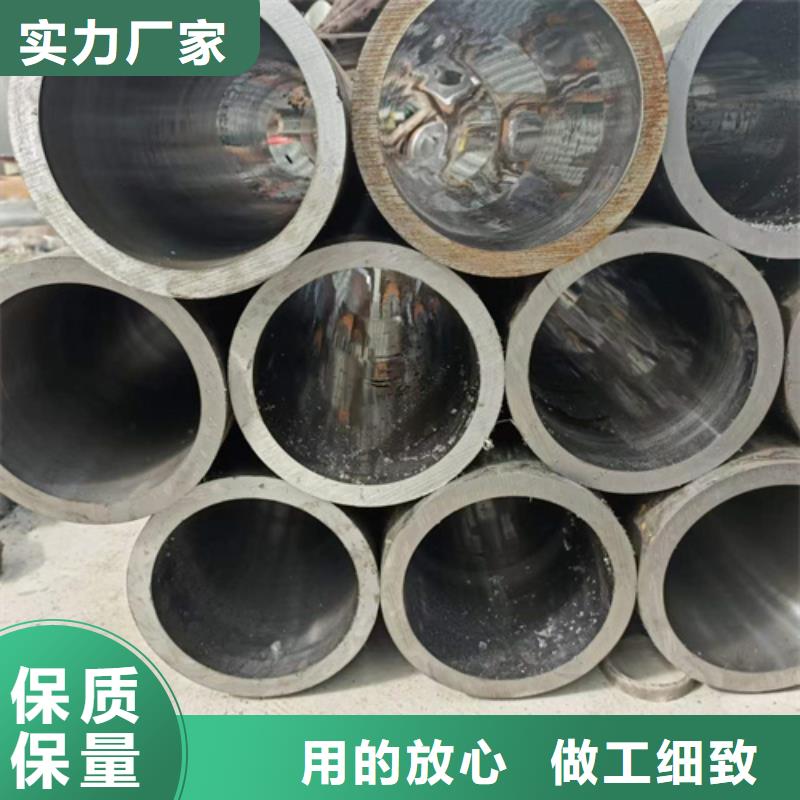
产品优势图


珩磨管加工特点一、加工精度高一些中小型的通孔,其圆柱度可达0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔,圆度也可达0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之外,会产生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面与轴线的垂直度。二、表面质量好表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。



三、加工范围广主要加工各种圆柱形孔:珩磨管通孔、轴向和径向有间断的孔,如有 径向孔或槽的孔、键槽孔、花键孔、盲孔、多台阶孔等。另外,用专用珩磨头,还可加工圆锥孔、椭圆孔等,但由于珩磨头结构复杂,一般不用。用外圆珩磨工具可以珩磨圆柱体,但其去除的余量远远小于内圆珩磨的余量。珩磨可以加工任何材料,金刚石和立方氮化硼磨料的应用,进一步拓展了珩磨的运用领域,同 时也大大提高了珩磨加工的效率。四、切削余量少为达到图纸所要求的精度,采用珩磨加工是所有加工方法中去除余量少的一种加工方法。在珩磨加工中,珩磨工具是以工件作为导向来切除工件多余的余量而达到工件所需的精度。珩磨时,珩磨工具先珩工件中需去余量大的地方,然后逐渐珩至需去除余量少的地方。五、纠孔能力强

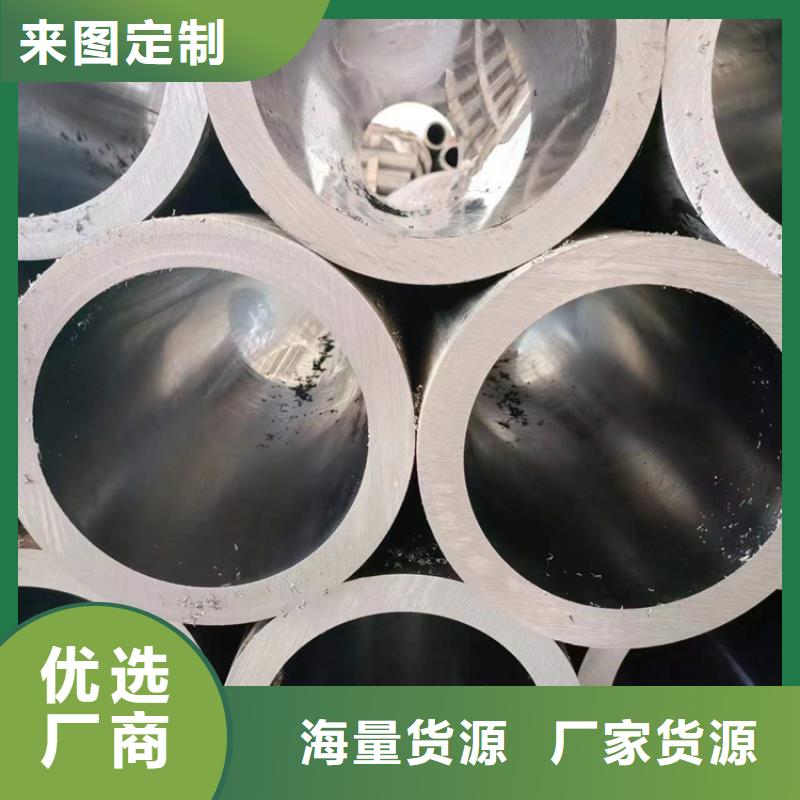
产品案例

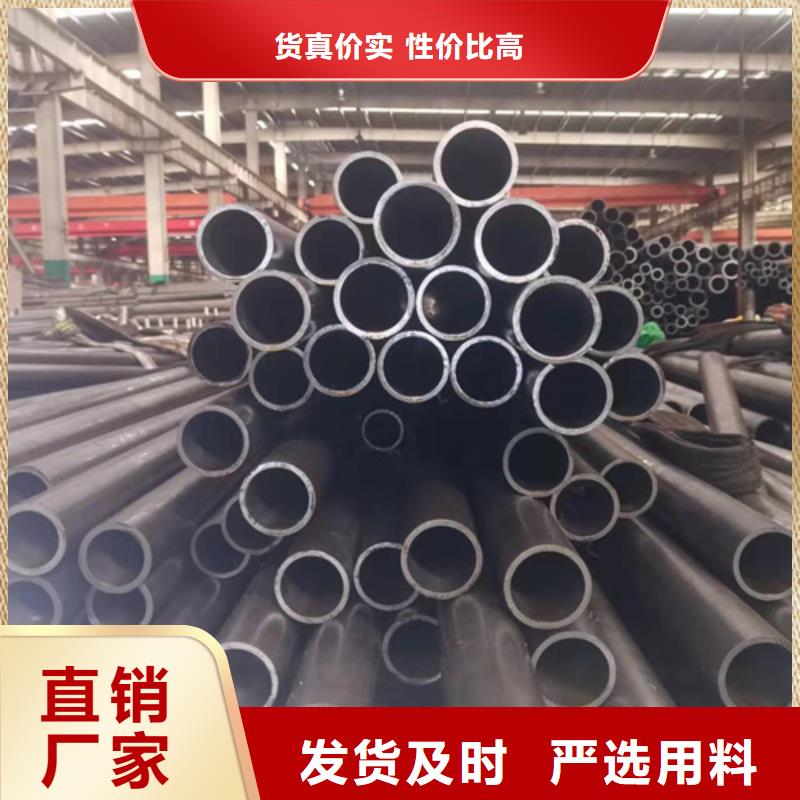
公司实力

热轧绗磨管后的区别绗磨管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞 入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。要有可能的密封,防止 。免费解答耐磨性好,镀铬层随工艺规范不同,可获得不同的硬度400~1200HV。 摩擦系数约为钢与铸铁的50%,并有抗粘附性。高品质低价格45#厚壁绗磨管广泛用于机械 ,这种钢的机械性能很好。但是这是 种中碳钢,淬火性能并不好, 45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,绗磨油缸管与滚压油缸管的区分及优点 到底有哪些区别,具体分析如下。用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达 甚至更大。当然,像珩磨管这样的圆管也有一定的局限性,比如在受平面弯曲的前提下,珩磨管的弱势就非常明显。

大理九冶管业有限公司主要产品有 不锈钢缸筒。我公司将客户的利益放在前,深知我们的成功取决于您的成功与发展,并把这一理念贯穿于本公司从设计到售后服务的每一个环节,使我们的产品能够帮助客户提效率,降低成本,增强竟争力,我们的销售和设计人员会仔细聆听您的要求和需要,完全根据您的要求和需要进行设计和制造,帮助您获得您理想的产品。 我公司拥有完善的售后服务网络,能对您的售后提供全力支持,帮助您得到您满意的设备,确保您在设备使用过程中及时地解决遇到的问题,并得到我们周到的服务。我们诚挚欢迎四海宾朋的光临!我们将为您提供优良的产品、合理的价格、周到的服务。

